 English
English
 日本語
日本語
 한국어
한국어
 Dansk
Dansk
 Nederlands
Nederlands
 Italiano
Italiano
 Español
Español
 Árabe
Árabe
 Português
Português
 Türkçe
Türkçe
 Deutsch
Deutsch
 Русский
Русский
 Français
Français
 Prancis
Prancis
 ไทย
ไทย
 Tiếng Việt
Tiếng Việt
 हिंदी
हिंदी
 বাংলা
বাংলা

Tackling Pain Points in CHO Cell Line Development: From Gene Editing to High-Throughput Screening
In the biopharmaceutical industry, Chinese Hamster Ovary ( CHO ) cells serve as the core "cell factories" for the production of recombinant protein drugs, especially monoclonal antibodies. Their advantages are well-documented: they possess human-like post-translational modification capabilities, boast high safety, and are amenable to large-scale suspension culture, making them the production vehicle for over 70% of recombinant drugs worldwide. However, cell line development ( CLD ) for CHO cells has long been plagued by low efficiency, long cycles, and high screening costs. The traditional workflow from transfection to obtaining stable high-yield clones takes 6 – 12 months and requires screening hundreds to thousands of clones, which is time-consuming and labor-intensive. In recent years, breakthroughs in gene editing, high-throughput screening, and transposon technologies have systematically revolutionized the entire CHO cell line development process, significantly boosting efficiency and reducing costs. This article dissects CHO cell line development from four aspects: host cell engineering, high-throughput monoclonal screening, efficient transposon integration, and optimization of end-to-end screening strategies.
I. Host Cell Engineering: Knockout of the GS Gene to Establish a Rigorous Screening Barrier
Two mainstream expression systems are used for CHO cells: the DHFR ( Dihydrofolate Reductase ) system and the GS ( Glutamine Synthetase ) system. The GS system has become the industry’s first choice due to its elimination of gene amplification, shorter development cycle, and reduced ammonia accumulation. However, endogenous GS genes in wild-type CHO cells ( e.g., CHOK1SV ) interfere with screening: the GS inhibitor MSX cannot fully suppress endogenous GS activity, leading to the survival of numerous low-yield and non-producing cells and extremely low screening efficiency. To address this pain point, Zinc Finger Nuclease ( ZFN ) -mediated GS gene knockout ( GS - KO ) has emerged as a critical breakthrough.
1. Efficient Generation of GS-Knockout CHO Cells via ZFNs
ZFNs are precision gene-editing tools that target and cleave specific gene loci, inducing DNA double-strand breaks and enabling gene knockout through non-homologous end joining. Research teams designed ZFNs targeting exon 5 of the CHO GS gene and transfected ZFN mRNA ( to avoid the risk of plasmid integration ) to efficiently generate GS-knockout cells. Experimental data show that the biallelic knockout efficiency reaches 2%, far exceeding that of traditional homologous recombination ( less than 0.1% ) , and stable knockout cell lines can be obtained in just 6 months.
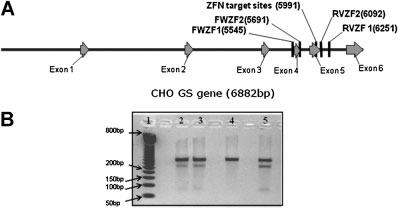
Figure 1 illustrates the structure of the CHO GS gene, the ZFN targeting site, and the validation results of knockout efficiency: Panel A shows that the GS gene contains 6 exons, with ZFNs precisely binding to exon 5; Panel B displays Surveyor nuclease digestion validation, where cells transfected with ZFNs show specific bands, confirming successful gene editing.
2. Core Advantages of GS-Knockout Cells: Rigorous Screening and High Yield
A defining feature of GS-knockout cells is their glutamine dependency—in the absence of exogenous glutamine, cells die due to an inability to synthesize glutamine. This characteristic transforms MSX screening from a "low-pressure process" into a stringent barrier, completely eliminating non-producing/low-yield cells.
• Doubled screening efficiency: Traditional CHOK1SV cells require 50 μM MSX for screening yet still harbor large numbers of low-yield cells; GS-knockout cells only need 25 μM MSX to drastically reduce non-producing cells, increasing the screening efficiency of high-yield clones ( ≥ 2 g/L ) by 6-fold ( 6/320 for traditional cells vs. 9/80 for GS - KO cells ) .
• Surging batch yield: In batch culture, GS-knockout cells achieve an antibody yield of 0.9 g/L, nearly twice that of traditional cells ( 0.5 g/L ) and 4-fold higher than early-stage processes ( 0.18 g/L ) .
• Consistent product quality: Antibodies produced by GS-knockout cells exhibit no differences from those of traditional cells in quality indicators such as SEC, CEX, and SDS-PAGE, meeting industrial production standards.
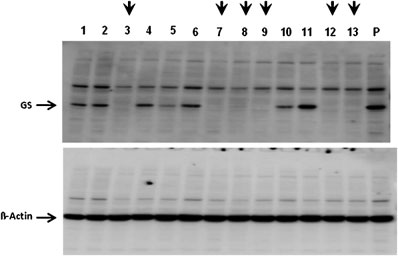
Figure 2 shows Western blot validation of GS protein expression; clones marked with arrows lack GS protein, confirming pure GS-knockout cells.
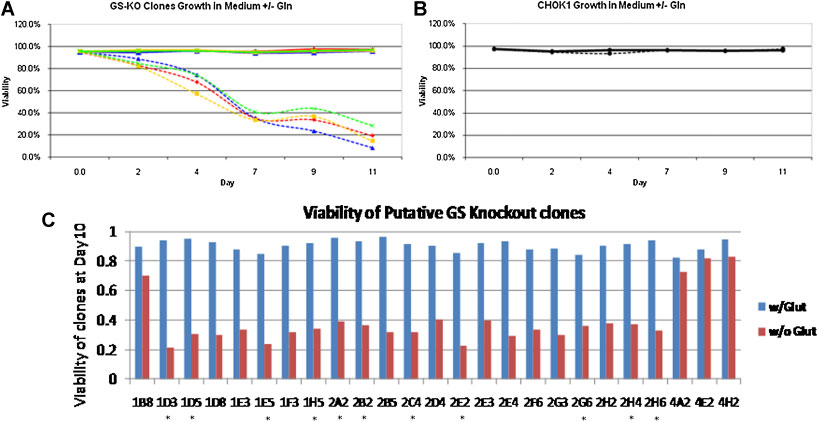
Figure 3 demonstrates that GS-knockout cells experience a sharp drop in viability in glutamine-free media, while wild-type cells maintain stable viability, verifying glutamine dependency.
II. Revolution in High-Throughput Screening: Semi-Solid Media + Automated Picking to Replace Inefficient Limiting Dilution
Traditional monoclonal screening relies on limiting dilution, which involves manual plating and well-by-well testing, taking 3–4 months with low monoclonality rates and a high risk of missing high-yield clones. The combination of semi-solid media and the ClonePix FL automated screening system has completely transformed this model, enabling "efficient, precise, high-throughput" screening.
1. Optimization of Semi-Solid Media: Enhancing Clonogenicity
Semi-solid media ( methylcellulose/agarose-based ) immobilize single cells and restrict the diffusion of secreted proteins, forming fluorescent halos around clones that directly correlate with production levels. However, CHO cells struggle to grow in semi-solid media, requiring precise formulation optimization:
• Key additives: 10% cell supernatant ( containing autocrine growth factors ) , 2% GSEM supplement, and 0.5% recombinant albumin increase clonogenicity from 12% to 60%, with high-yield clones ( >5 mg/L ) accounting for 20%.
• Optimal screening conditions: Plating 5–7 days post-transfection with 25 μM MSX balances clonal diversity and screening pressure, increasing the proportion of high-yield clones by 3-fold compared to plating at 3 days.
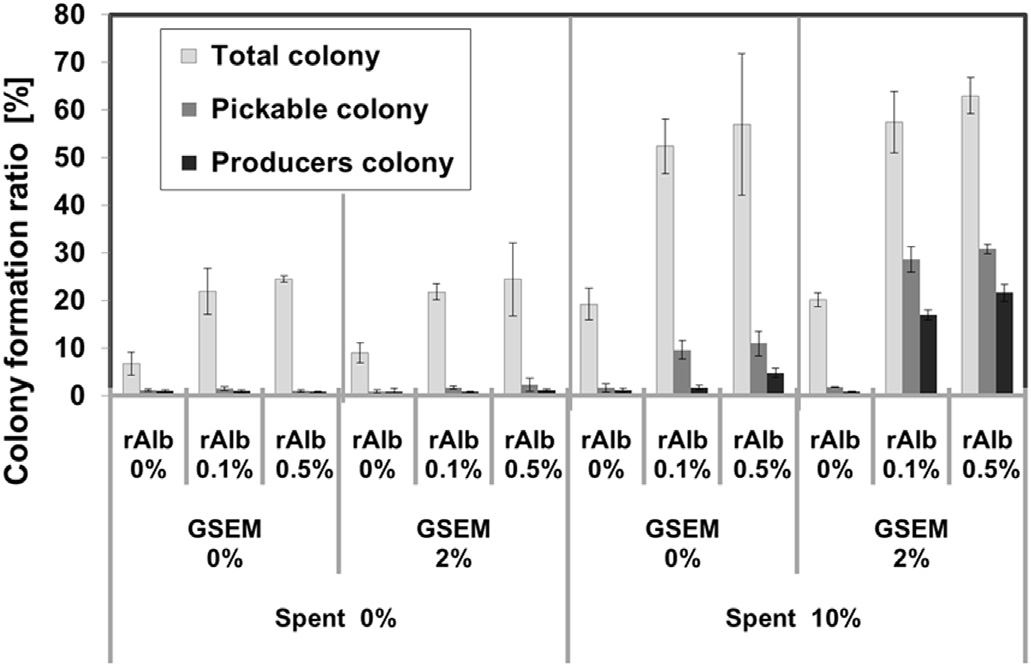
Figure 4 presents the results of semi-solid media optimization, showing significant improvements in total clones, pickable clones, and high-yield clone rates following the addition of supernatant and albumin.
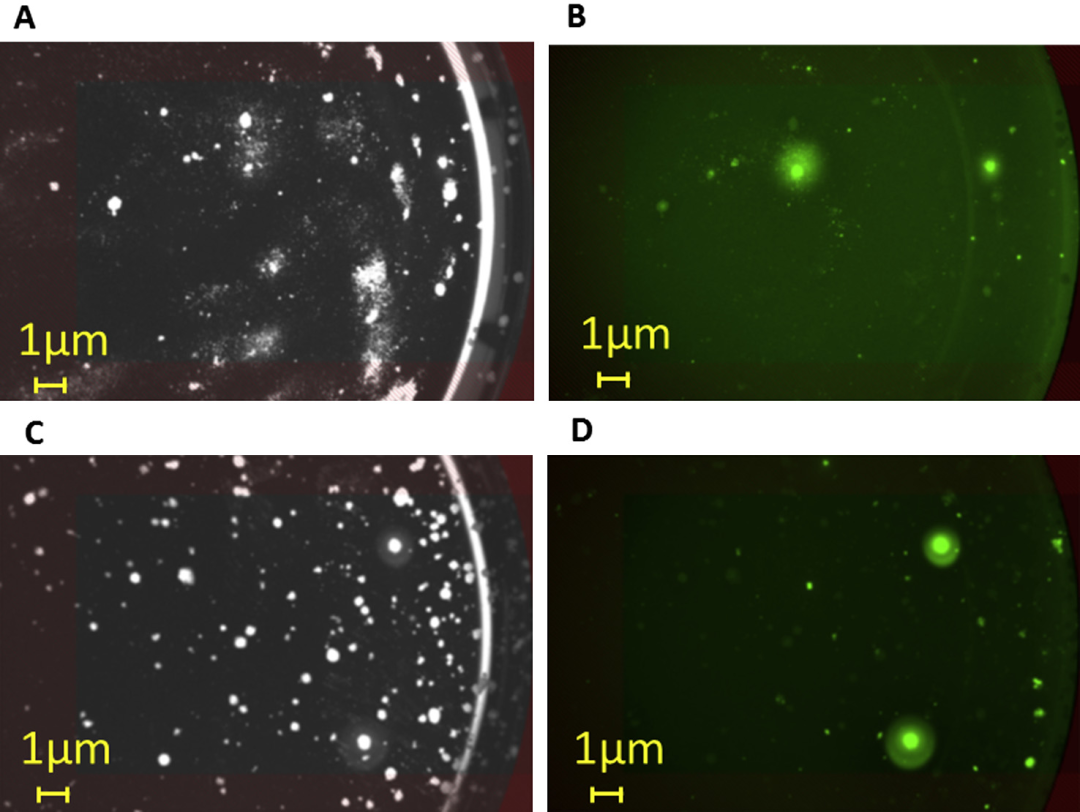
Figure 5 displays brightfield and fluorescence images of clones captured by ClonePix FL, where fluorescence intensity directly reflects antibody secretion levels.
2. Automated Screening Workflow: 30% Shorter Cycle
The ClonePix FL system integrates imaging, fluorescence detection, and automated picking functions, following this workflow:
1. Transfected cells are plated in semi-solid media and cultured for 10–14 days to form single clones.
2. The system automatically scans and screens high-yield clones based on clone size, circularity, and fluorescence intensity.
3. Target clones are automatically picked into 96-well plates for subsequent yield testing.
Compared to limiting dilution, this method reduces the screening cycle by 30%, cuts the number of clones for initial yield testing by 80%, and achieves a monoclonality rate of over 95%, significantly lowering labor and time costs.
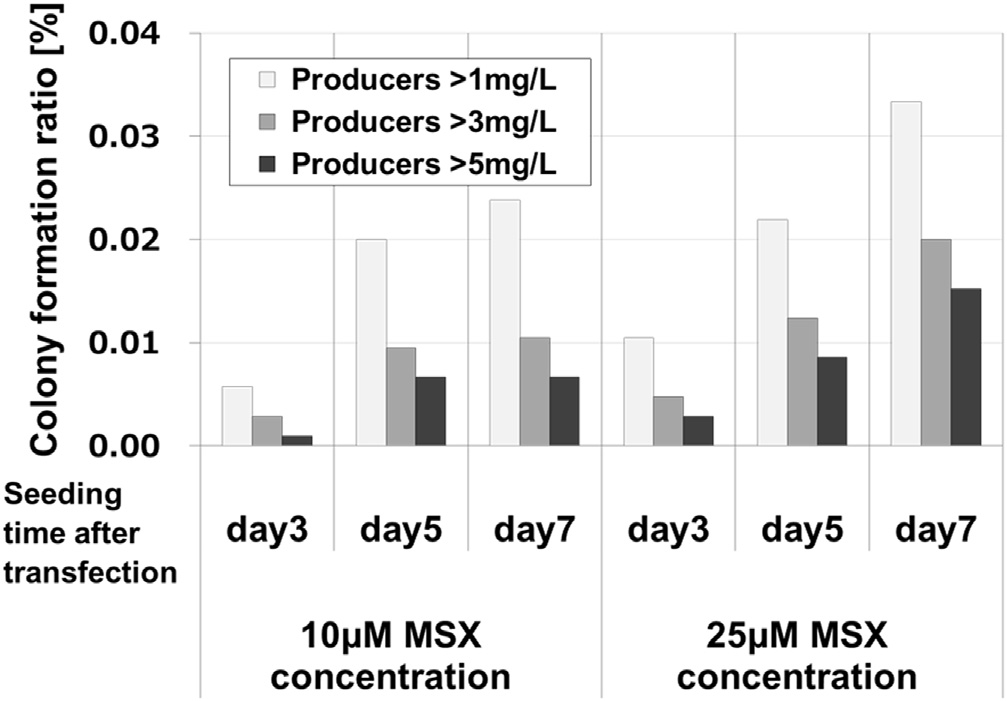
Figure 6 confirms the optimal screening conditions, with the highest proportion of high-yield clones ( >5 mg/L ) observed under 25 μM MSX + 7-day plating.
III. Empowerment via Transposon Technology: The piggyBac System for Rapid High-Yield Cell Pool Generation
Traditional random integration suffers from low efficiency and high clonal heterogeneity. The piggyBac ( PB ) transposon system enables precise and efficient integration, generating high-expression cell pools in 2–3 weeks without prolonged screening, making it ideal for rapid sample supply in early-stage drug development.
1. Principle of the piggyBac System: Efficient Targeted Integration
PB transposons contain Inverted Terminal Repeats ( ITRs ) . Transposase recognizes ITRs and precisely inserts the gene of interest from the plasmid into actively transcribed regions of the genome, achieving an integration efficiency 10–100 times higher than traditional plasmids and a high probability of multi-copy integration, directly boosting expression levels.
• Vector design: The donor plasmid carries the gene of interest ( e.g., antibody heavy and light chains ) + puromycin resistance gene flanked by ITRs; the helper plasmid encodes transposase, and both are co-transfected into CHO-DG44 cells.
• Screening workflow: Puromycin selection is applied 2 days post-transfection, and stable cell pools are obtained in 2–3 weeks when cell viability recovers to over 98%.
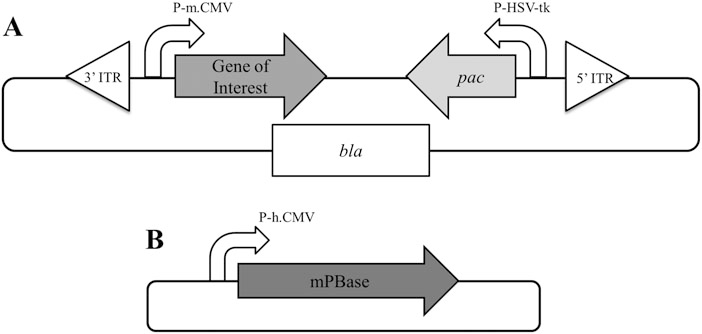
Figure 7 illustrates the structure of the PB system vectors: Panel A is the donor plasmid ( gene of interest + resistance gene + ITRs ) , and Panel B is the helper plasmid ( transposase ) , featuring a concise structure and high transfection efficiency.
2. Advantages of Cell Pools: High Yield, Stability, and Scalability
CHO cell pools generated via PB transposition offer three core advantages:
• High yield: Antibody production reaches 7.6 g/L, comparable to monoclonal cells and far exceeding traditional cell pools.
• Stability: Yield remains stable after long-term passaging, with consistent quality upon scale-up in bioreactors, supporting GLP toxicology studies and early clinical sample supply.
• Short cycle: Cell pool construction is completed in 2–3 weeks, drastically shorter than the 6 months required for traditional monoclonals, accelerating drug development.
IV. Integration of End-to-End Screening Strategies: From Pool Screening to Monoclonals for Comprehensive Efficiency Gains
CHO cell line development follows an end-to-end workflow: transfection → pool screening → monoclonals → stability validation. No single technological breakthrough can resolve all pain points; instead, multi-strategy integration and end-to-end optimization are required to balance efficiency, yield, and stability.
1. Comparison of Mainstream Expression Systems: Priority for the GS System
Two dominant industrial systems:
• DHFR system: Requires stepwise MTX amplification, taking 29–33 weeks with frequent gene loss post-amplification and poor stability.
• GS system: Eliminates amplification, completing development in 17–21 weeks with reduced ammonia accumulation and high cell viability; pairing with GS-knockout cells boosts efficiency by 6-fold.
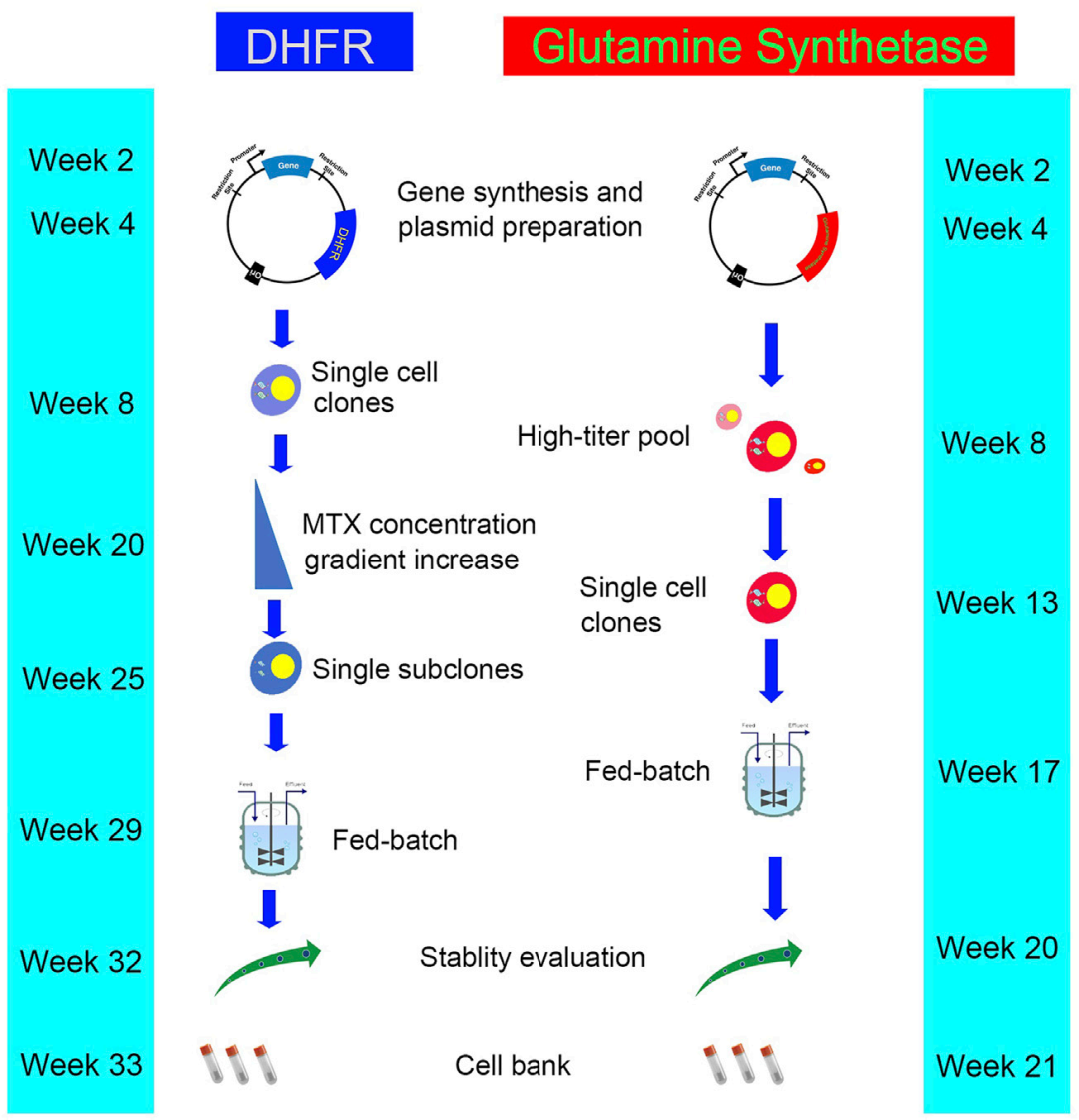
Figure 8 clearly compares the development cycles of the DHFR and GS systems, highlighting the GS system’s significant time savings and current industry dominance.
2. Monoclonal Screening Technology Matrix: Complementary Multi-Method Approach
Beyond semi-solid screening, additional high-efficiency screening technologies include:
• FACS flow sorting: Combines fluorescent labeling for rapid high-yield cell sorting, ideal for high-throughput primary screening.
• Microfluidic technology ( Cyto-Mine ) : Encapsulates single cells in droplets for parallel culture and testing, achieving 100% monoclonality and reducing the cycle to 1 day.
• Nanofluidic platforms ( Beacon ) : Cultures single cells on chips for real-time yield monitoring, enabling precise selection of stable high-yield clones.
3. Core Optimization Logic: Threefold Cost Reduction and Efficiency Gains
End-to-end optimization centers on "stringent screening, fast cycles, low costs":
• Host engineering: GS-knockout cells enhance screening stringency, eliminating ineffective screening.
• Screening upgrades: High-throughput technologies replace manual workflows, reducing labor and shortening cycles.
• Integration innovation: Transposon technology rapidly generates high-yield cell pools to support early-stage development.
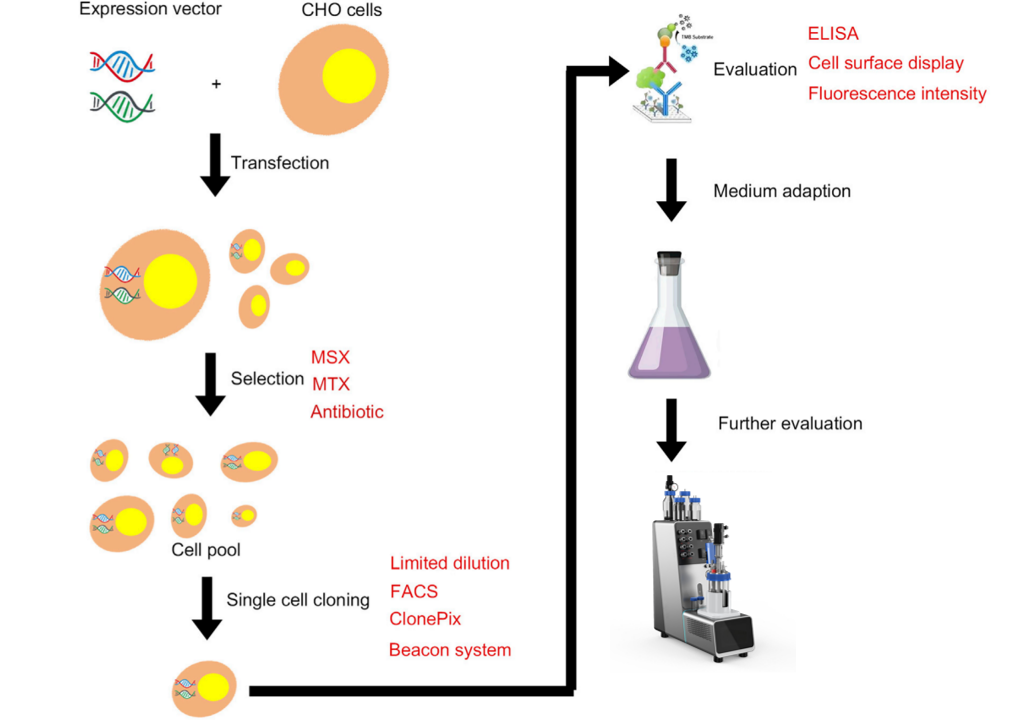
Figure 9 is a schematic of the end-to-end CHO cell development workflow, integrating key steps such as transfection, screening, monoclonals, and scale-up, and clearly illustrating the optimization logic for each stage.
V. Summary and Outlook
The efficiency revolution in CHO cell line development stems from the interdisciplinary application of gene editing, high-throughput technologies, and synthetic biology: GS knockout establishes a rigorous screening barrier, semi-solid screening enables precise clone picking, transposon technology accelerates early sample supply, and end-to-end strategy integration systematically reduces costs. Currently, the combination of GS-knockout cells and high-throughput screening is the industry standard, with emerging technologies such as PB transposons gaining traction. In the future, the field aims to complete cell development within 1 month and achieve yields exceeding 10 g/L, accelerating biologic drug development and lowering production costs.
However, challenges remain: the metabolic stability of GS-knockout cells, cost control for high-throughput screening, and site specificity of transposon integration remain key research priorities. With continuous technological iteration, CHO cells will further unlock their potential as "cell factories," delivering higher-quality, accessible biologic drugs to patients worldwide.
References
1. Fan L, Kadura I, Krebs L E, et al. Improving the Efficiency of CHO Cell Line Generation Using Glutamine Synthetase Gene Knockout Cells[J]. Biotechnology and Bioengineering, 2012, 109 ( 4 ) : 1007-1015.
2. Nakamura T, Omasa T. Optimization of cell line development in the GS-CHO expression system using a high-throughput, single cell-based clone selection system[J]. Journal of Bioscience and Bioengineering, 2015, 120 ( 3 ) : 323-329.
3. Balasubramanian S. Recombinant CHO Cell Pool Generation Using piggyBac Transposon System[M]//Methods in Molecular Biology. 2018: 69-78.
4. Yang W, Zhang J, Xiao Y, et al. Screening Strategies for High-Yield Chinese Hamster Ovary Cell Clones[J]. Frontiers in Bioengineering and Biotechnology, 2022, 10: 858478.
